
The Oil & Gas industry has been considered the veins of global economy for many decades. Even a small turbulence in this market has evidenced significant impact on other industry sectors. The Oil & Gas industry is broadly categorized in to three main segments viz Upstream, Midstream and Downstream. The Upstream includes exploration and production companies which find reservoirs and drill Oil and Gas wells. Midstream companies are responsible for transportation from wells to refineries and Downstream companies are responsible for refining and sale of finished products. The entire supply chain involves a series of crude processes during which the components are subjected to heavy wear, abrasion, corrosion and erosion. This has inadvertently led to the adoption of Thermal spray technology to increase the longevity and performance of critical components and reduce the downtime and related costs.
Down hole tools are an assembly of oilfield equipment that are used during well drilling and helps the oil well in optimizing the production levels and maintain continuous flow from a reservoir. These tools are subjected to heavy sliding wear and corrosion due to presence of abrasive slurry particles in the media. After certain period of operation the sealing surface of the tools wear out thereby increasing the clearance and reducing the operational efficiency. The drilling action is no longer effective and the entire assembly needs to be taken out to replace the worn out parts. The longevity of these tools is vital for improving productivity and reduce drilling cost. Chrome plating used to be the most commonly used coating for these components. Micro-cracks inherent to chrome plating weaken the mechanical properties of the plating, which leads to corrosion and degradation when the base metal is exposed to drilling muds, especially those with high chloride content. Additionally hard chrome plating is also an environmental hazard.
Carbide Coatings has now become a permanent replacement for hazardous Hard Chrome Plating. Many research studies have been conducted and they have successfully proved that HP-HVOF sprayed carbide coatings are 8 – 10x more superior to Hard Chrome plating. Carbide coatings sprayed by HVOF process are consistent, dense, highly wear and corrosion resistant that ensures prolonged tool life and operational performance. Few advantages of HP-HVOF sprayed carbide coatings over Hard Chrome plating are as follows :
We are globally qualified by renowned down hole tool equipment OEM’s for coating on new components as well as refurbishment of old worn out components. A list of tools which are coated and refurbished by us on a regular basis is as follows :
We have in-house setup for complete refurbishment of tools which were previously hard chrome plated or tungsten carbide coated. Tools which have excess wear are stripped to the base metal and metallized with PIC WC200 series material to restore original dimensions. The top layer is then coated with PIC DC09 to achieve desired wear and corrosion resistant properties followed by grinding and super finishing to achieve required size and surface finish.
We also carry out weld overlays on stabilizers and sleeves with our automated PTAW and GTAW process. This can be done for new as well as used parts.
| Coating Properties | PIC DC07 | PIC DC09 | PIC DC12 |
|---|---|---|---|
| Micro Hardness (HV0.3) | 1100 - 1400 | 1100 - 1400 | 800 - 1100 |
| Abrasion Resistance | Very Good | Excellent | Very Good |
| Corrosion Resistance | Very Good | Very Good | Excellent |
| Max Temperature | < 700°C | < 450°C | < 850°C |
| Bond Strength | >10000 Psi | ||
| Finish Coating Thickness | 150 to 250 µm (Excluding buffer layer for refurbished parts) | ||
| Surface Finish | < 0.4 Ra µm | ||
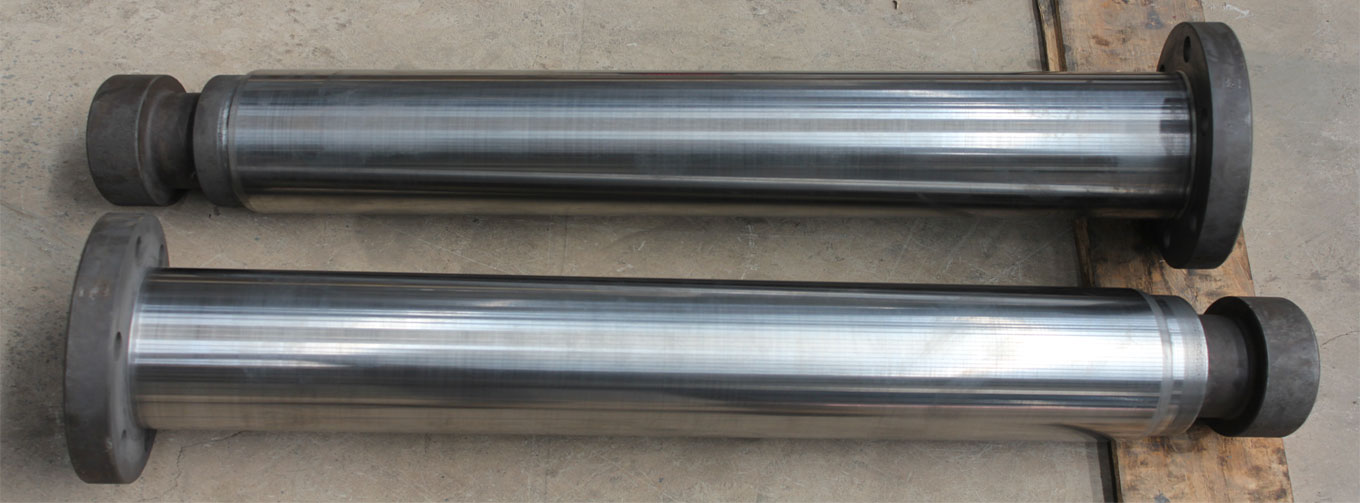
A mud motor rotor is a progressive cavity positive displacement pump (PCPD) placed in the drill string to provide additional power to the bit while drilling. The PCPD pump uses drilling fluid (commonly referred to as drilling mud or slurry) to create eccentric motion in the power section of the motor which is transferred as concentric power to the drill bit. The mud motor uses different rotor and stator configurations to provide optimum performance for the desired drilling operation. Since the mud is forced through the rotor at high pressure and flow rate, the abrasive, erosive and corrosive particles in the mud wear out the rotor surface thereby increasing clearance and reducing operational efficiency. Most mud rotors had historically been chrome plated or nickel plated, but the life expectancy of these coatings is very limited. Micro-cracks inherent to chrome plating weaken the mechanical properties of the plating. Drilling mud is contaminated with chlorides permeate through these micro cracks and corrode the underlying steel.
Our PIC DC09 coated mud rotors can withstand extreme abrasive and corrosive environments and offer exceptional operational life and performance. The coating is applied with robotic controlled HP-HVOF process in repeated passes that produces a dense and homogeneous coating. We offer complete repair and refurbished tungsten carbide coated rotors and conversion of hard chrome plated rotors to Tungsten Carbide Coated rotors. We have indigenously developed a complete set of procedures with our internal research and technical expertise combined with highly skilled man force. Our PIC DC09 coated mud motor rotors offer up to 5 – 7x operational life as compared to traditionally hard chrome plated rotors.
The coated rotors are impregnated with indigenously developed ceramic sealant and cured to fill the inherent porosity. The rotor surface is then ground and polished to achieve mirror surface finish. The contour profiles and diameters are maintained as per customer specifications and verified by matching with template. We have specialized measuring and monitoring instruments dedicated for inspection of rotors. We have in-house capabilities to completely repair and refurbish rotors up to a maximum length of 8 meters.
| Coating Properties | PIC DC09 |
|---|---|
| Micro Hardness | 1100 - 1400 HV0.3 |
| Porosity | < 0.8% |
| Bond Strength | > 10000 Psi |
| Abrasion Resistance | Excellent |
| Corrosion Resistance | Very Good |
| Max Temperature | < 450°C |
| Finish Coating Thickness | 180 to 200 µm |
| Surface Finish | < 0.4 Ra µm |
Housings form a part of oil field jar assembly involved in drilling and extraction of oil. These housings are subjected to heavy sliding wear and corrosion due to presence of abrasive slurry particles in the media. After certain period of operation the sealing surface of the housings wear out thereby increasing the clearance and reducing the operational efficiency. The drilling action is no longer effective and the entire assembly needs to be taken out to replace the worn out parts. The longevity of these tools is vital for improving productivity and reduce drilling cost. Chrome plating used to be the most commonly used coating for these components. However it can only be done on new parts.
Our WC200 range of coatings is deposited in the inside diameter of Housings through Twin Wire Arc spray process. These coatings provide good wear and corrosion resistance against slurries during pumping action. The base metal is prepared by machining threads on the coating surface to facilitate better bonding. After coating the surface is machined to achieve pre-honing dimensions. Final size and surface finish is achieved by Honing. We have in-house capabilities for coatings on new parts as well as complete repair and refurbishment on worn out parts. Worn out housings cannot be repaired with hard chrome plating beyond a certain limit due to coating thickness constraints. Our PIC WC200 range of coatings can overcome this limitation and provide optimal life.
We have also indigenously developed Inconel 625 weld overlays on new housing parts. Our PIC WC25 coated housings can sustain extreme abrasive and corrosive applications and have been successfully tested in operation. The metallurgic ally bonded coating also provides resistance to impact and abnormal vibrations. The overlay is machined and honed to required size and surface finish as per customer specifications.
| Coating Properties | PIC WC200 Series | PIC WC25 |
|---|---|---|
| Process | Twin Wire Arc Spray | GTAW |
| Bonding | Mechanical | Metallurgical |
| Micro Hardness | 300 – 400 HV0.3 | 250 – 350 HV0.3 |
| Coating Application | Sliding Wear and Corrosion Resistance | Abrasion and Corrosion Resistance |
| Finish Coating Thickness | 1 to 2mm | 1 to 2mm |


{kind=link}
{kind=link}